English
English España
España EN
EN
One hour before tapping, the commander-in-chief must divide labor, clarify work and clarify responsibilities for each process and link of the ladle pouring procedure.
The preparation work should be carried out one by one and confirmed that the preparation is qualified.
15-20 minutes before tapping, the crane should be ready for hoisting, and work on the hoist. Wait for the hook above. Do not move without the permission of the on-site commander-in-chief
Do other work.
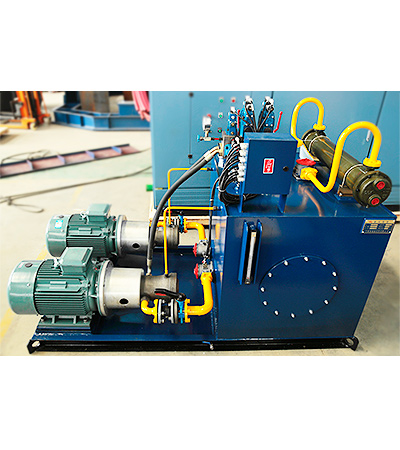
After the hydraulic station moves to the pouring site, it must be energized and tested to ensure the normal operation of the pressure and system.
Ensure the distance between the hydraulic station and the casting mold, so that the length of the hydraulic pipeline has sufficient margin.
The site around the hydraulic station must be kept clean and free of obstacles to ensure the safety and convenience of the operator.
Before pouring, the surrounding of the mold should be cleaned and leveled as much as possible, and the tooling and tools unrelated to the mold should be completely removed. The emergency evacuation route must be preset to ensure that the pouring personnel
staff safety.
Set a certain safe position away from the pouring site. Oxygen and oxygen blowing pipes must be prepared for the blowing nozzle. The quantity of oxygen prepared shall not be less than 10 bottles and Install the switch handwheel; no less than 30 oxygen blowing pipes. There must be two sets of gas lines, on-off valves and tools for oxygen blowing.
Special personnel must be designated to prepare the oxygen cylinder and the oxygen blowing pipe, open the air and install the pipe blowing operation, and must designate experienced and capable personnel to operate,And there must be a clear division of labor.
Operators should individually check the tools used, which must meet the operating conditions and effect requirements.
The person in charge of modeling, one hour before pouring, should conduct a comprehensive inspection of the mold and the pouring system to ensure the safe pouring of the mold and the reasonable location of the pouring system
unobstructed.